Nikon Measuring Instruments User Case Study — 3 — NS Tool Co., Ltd.
Nikon now brings you the third installment in a series of reports where we visit various manufacturing sites that use Nikon's measuring instruments to manage product quality.
We visited the Sendai Plant of NS Tool Co., Ltd. whose head office is in Shinagawa-ku, Tokyo (President: Isamu Goto) for this installment. This interview took place on August 25, 2009.
Proposing micro machining technology through cutting tools
NS Tool*1 was founded in 1954 as a specialty manufacturer of solid carbide, small-diameter end mills. In 1993, the company completed the first stage of its Sendai Plant at the North Sendai Industrial Development Area, and the plant continued to expand in four stages after that. During that period, the company built up considerable experience in cutting tools. NS-brand end mills based on its state-of-the-art technologies are today used in the manufacture of precision dies and molds and at precision machining sites throughout the world.
NS Tool has a development center equipped with training rooms, a sample machining room, a trial production room, and a cutting test room. Its activities cover the development and manufacture of advanced solid carbide small-diameter-tip end mills and drills and also include ongoing development efforts and proposals for micro-machining technologies and processes.
Takashi Goto, Managing director of the Technical Group Production Department, held up a small plastic plate the size of a business card as a test cutting sample: "Injection molding technology is extremely important to dies and mold manufacturers, who are our main customers. For instance, the NS Tool injects the plastic casing for cutting tools internally, and builds up micro-machining know-how by conducting cutting tests with advanced machine tools such as the Sodick Machining Center AZ150. In the injection molding process, the surface finish condition is extremely important, so we tested to see how well we could finish with cutting alone, without the polishing process that is normally considered essential with molding."
Mr. Goto passed us an injection molding sample of a mold made by cutting tools without the polishing process. The mold had a precise micro step height because the NS Tool controls the surface roughness in different cutting tool conditions.
Mr. Goto continues: "Only NS Tool focuses on all cutting tool conditions, including the micro-step height/roughness controls. Since we not only make end mills but also accumulate know-how in actual advanced machining technology, I would like to provide more than just tools but propose total packages of machining technology."

A precision grinding machine can be seen at the far end of the production line. NS Tool has installed a large number of them.

A memo on surface roughness, machining conditions and roughness, and measured conditions concerning step height are attached with the unpolished injection molded sample. Spots of an "N step height" of between 1µm and 5µm are transferred and molded. In addition, spots comparing solid carbide and cBN represent machining comparisons of tool marks between the MRBH230 Mugen-coating Premium Long Neck Ball Hard (for hardened steel) and the SSBL200 CBN Super Speed Long Neck Ball End Mill. The image below is the result of an analysis of an image obtained with the Nikon Confocal NEXIV VMR-K3040ZC CNC video measuring system conducted by "MountainsMap", a Nikon product powered by Mountains Technology® from Digital Surf.
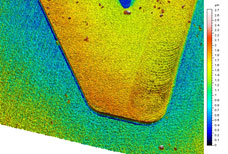
Micro-step height of 2µm for the letter N transferred to a forming plate

Cutting tool mark roughness comparison by solid carbide (left) and cBN (right) ball end mill

cBN automatic waxing unit developed in-house. NS Tool's unique innovations in machining and inspection processes can be seen everywhere in the plant.
- *1NS Tool Co., Ltd.
Head Office: Minami Oi 4-5-9, Shinagawa-ku, Tokyo, Japan 140-0013
Sendai Plant: Matsuzaka-daira 2-11, Taiwa-cho, Kurokawa-gun, Miyagi-ken, Japan 981-3408
Measures against oil mist and other environmental conditions

Detergent cleaning system (left photo), and samples comparing before and after cleaning (right photo)
Environmental conditions for precision measuring instruments placed next to machining equipment are normally severe. This is caused by cutting oil, oil mist, powder from cutting, and other substances that adhere to the measuring instruments while the machining equipment is in use. NS Tool, however, maintains a constantly clean environment in the machining room. This is clearly evident by the presence of a Nikon (Nippon Kogaku) Model I measuring microscope that was released soon after World War II and that NS Tool is still using today.
Further active measures aimed at maintaining a clean environment at NS Tool include the recycling of waste floor cleaning fluids and a system that reduces waste liquids from oil mist treatment by 90% of the previous volume.
Measures against earthquakes: All measuring microscopes are securely mounted on workbenches

A Nikon Model I measuring microscope, secured for protection against earthquakes, is still in use today.
The entire factory building rests on 60 pilings 22 meters long and 1 meter in diameter that have been driven into the ground. In addition to the earthquake-resistant structure of the building, earthquake sensors have been installed so that in the event of an earthquake measuring 5 or above on the Japanese scale of 7, the production line will immediately stop operations. All measuring microscopes, projection equipment and other measuring instruments have been secured by belts onto the workbenches.
Measuring and machining
On a machining line fitted with special blades where NC automation is not possible, the operator uses a universal machining tool and a measuring microscope alternately during the finishing work. Re-polishing is also performed while first checking the cut sections with a measuring microscope.
"An experienced operator can achieve 1µm precision even with a manual grinding machine," says Takashi Ono, director, general manager of the Production Department and plant manager of the Sendai Plant.


- Special blade mounting process: An experienced operator is in charge of both measuring and machining. He can achieve finishing precision of up to 1/1000 mm (1µm).
Replacing 3D shapes with cross-sectional 2D shapes when measuring
Various approaches that make rapid inspections of end mills possible
To measure 2D the dimensions and angles such as the tip angles, rake angles, and clearance angles of extremely complex small-diameter end mills, 1-minute reading protractor eyepieces are used in all measuring microscopes. This also simplifies the measuring of end mills in various positions, as various measuring procedures have been combined.
For example, the rake angle plays an important role in discharging powder from cutting, and while the angle of twist on an end mill is basically the same as the rake angle, the angle of twist of a 3D shape is not easy to see. So the tip is cut off, and after it is in a shape where the rake angle can be seen from above, it is placed in a holder and the angle is measured.

End mill with the tip cut off. The rake angle makes 2D measuring possible.

Measuring a rake angle through a 1-minute reading protractor eyepiece
Wish list for Nikon measuring instruments: Ultra-small-diameter end mill measuring and measuring inside machining equipment
Nikon optical measuring and inspection devices are used at various locations along NS Tool's production lines. Currently, NS Tool, which is always pursuing more minute machining, has the "Micro Edge" NSME100/230 series with a minimum diameter of 10µm, the smallest of its end mills. Concerning such micro-diameter end mills, Mr. Ono comments: "It's becoming more difficult to measure using optical methods. An issue we need to address is how to measure at such micron levels."
Another wish that was expressed was whether end mills being machined could be measured without removing them from the machining device. "If measuring could be performed without removing the end mill from the machining equipment, machining and measuring standards would become uniform, and we could save considerable set-up time," says Katsuji Fujii, manager of the Technical Group and Production Department.
Over the years we have been focused mainly on universal measuring instruments such as measuring microscopes and CNC video measuring systems based on optical technologies. It will not be possible for us to respond to these wishes with new products overnight. However, I would very much like to move in this direction, considering the important needs for measuring in state-of-the-art technologies.
(Photos and text: Shuichi Sakai, Industrial Instruments Section, Sales Strategy Department, Sales Division, Nikon Instruments Company)