Nikon Measuring Instruments User Case Study — 5 — PRONICS co., ltd.
In this fifth installment of a series of reports on visits we are making to various manufacturing sites that use Nikon measuring instruments to manage product quality, we visit PRONICS co., ltd., of Kyoto, Japan. Our interview took place on February 20, 2010.
PRONICS Inspection Measurement Division: A group of professionals in technologies for outsourced measuring
Since its establishment in November 1989, PRONICS co., ltd.*1 has been engaged in the design of molds for forming products, trialing, and volume production, and as a subcontractor for measurement tasks. PRONICS opened a plant in Shanghai, China, in 2004, in Ho Chi Minh, Vietnam, in 2005, and in Dalian, China, in 2006. The company is horizontally expanding its proprietary precision mold parts manufacturing technologies and measurement technologies at its various plants in Asia. We talked with Ms. Akiko Mori, manager of the Inspection Measurement Division, about PRONICS' professional dimension measurement services.
- *1PRONICS co., ltd.
[Head Office — Inspection Measurement Division]
Ochiai 144-7, Makishima-cho, Uji-city, Kyoto, Japan 611-0041
Tel: +81-774-28-1045
Fax: +81-774-28-1046
President/C.E.O. Kimiyoshi Inoue
The Inspection Measurement Division has a staff of 50–all female–with a ratio of one client per staff member
At PRONICS, there are 50 staff members, each of whom is directly responsible for one customer, from confirming the details of the customer's measurement requests to generating the reports. According to Ms. Mori: "Members of the Inspection Measurement Division are all highly trained in the various technologies and the communication skills they need to earn them the trust of customers."


- PRONICS' Inspection Measurement Division. To protect the confidential data of customers, only a portion of the data is seen on the stage.
The chart below illustrates the flow of tasks for a typical professional measurement service. In principle, these tasks are all performed by one person.

Since this is a professional group of measurement technicians, PRONICS maintains a thorough internal training program to constantly improve their skills and eliminate variances in measurement data among staff members.
Enhancing the reproducibility of dimension data taken by measuring instruments: A thorough training program for new members (1)
To boost the measuring skills of 50 people, 20 types of practice samples with dimension measurement points of between 20 and 30 points are prepared, and trainees aim to master the data of the leading training instructor, who is a staff member with at least five years of measurement experience. New members repeat the exercises until they are able to obtain measurement values with a high degree of correlation.
Since molded parts have a tapered rib shape, it is necessary to obtain dimension data for the tips and bases. It is also necessary to measure with high reproducibility such PL (parting line) dimensions as edges that are difficult to discriminate. PRONICS, who also has mold manufacturing and volume molding as another main business, has achieved a solid understanding of the structure of molds. With this understanding, the company is able to define important dimension locations and obtain highly reliable dimension data, even for difficult edges.
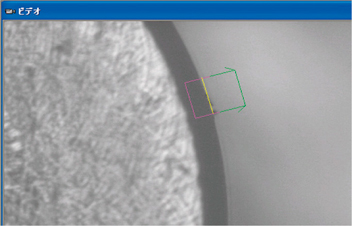
Top edge of a boss
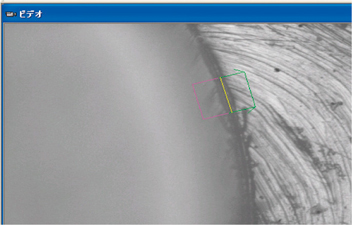
Bottom edge of a boss
- Edge images of the tip and base of a molded boss as viewed with a NEXIV VMR. In the case of a molded part, the edge of the bottom is defined as the line at the center of the section that appears bilaterally symmetrical.
Trainees learn skills to measure values that are difficult to quantify, such as the Go-No Go judgment of the pin gauge where feeling with the fingertips is emphasized, by practicing and repeating inspections.
Reworking the measuring instrument manuals toward a focus on improving skills: A thorough training program for new members (2)

The operation manual of the Nikon Data Processor DP-303 has been compiled into an Excel file in which sheets are ordered from basic to applied functions. The basic functions include approaches to skewed parts. After this, trainees read coordinates (Command M), measure circles (Command O), measure center points (Command N), and measure the four corners (Command Y), and distance (Command F). This flow enables trainees to learn more advanced commands as their measuring skills improve.
In the case of a multifunction measurement value processing system such as a data processor, the vast majority of operation manuals are organized according to functions. PRONIC S completely rearranges the manuals according to the frequency that functions are used in measuring. This way, measurement technicians can refer to the manual and improve their skills at the same time.
Regular monthly quality meetings ensure smooth communication with customers

Quality meetings that are regularly held within the department each month are attended by all department members and focus on a different theme each time. Some themes focus on the general knowledge of dimension measuring that must be shared, such as "Overview and evaluation of uncertainty" and "Traceability and reference data." The theme for January's meeting was "Ensuring smooth communication with customers." When confirming measuring methods with customers, there are sometimes differences in the terminology that PRONICS uses and the general terms or customer-specific terms, and these differences invariably lead to misunderstandings. For instance, when talking about setting a coordinate system for a measurement sample, this is sometimes referred to as a "skewed part," but other terms used are "reference setting" and "alignment." PRONICS is extremely careful to ensure that the definitions of dimensions and terms it uses in the measurement reports are clear and uniform.
Measurement not possible judgment: Geometric tolerance not indicated by the datum*2

Geometric tolerance seminar held in 2009. Attendees asked numerous questions on geometric tolerance even after the seminar.
We asked Ms. Mori about when they would make a "measurement not possible judgment," and she gave us an answer that surprised us. Rather than the difficulty of determining measurement points, she said, "Measurement is judged to be impossible when the measurement is of a geometric tolerance in which a datum is not clearly indicated."
"Of course, it is sometimes possible to take measurements to some extent, but the values are not clearly indicated according to geometric tolerance datum indication rules in standards such as JIS B0021/B0022. Concerning tolerances and drawing dimensions where alternate datum formats are difficult to judge, we sometimes note in the reports that measurement was not possible." Once a year, PRONICS holds a technical seminar concerning geometric tolerance given by an instructor from Nikon Instech Co., Ltd., in an effort to share understandings within the company and improve technical skills.
- *2Datum refers to a logically accurate geometric standard that was established to define tolerance zones when indicating geometric tolerances for related forms. The actual form of the target used in establishing the datum is known as the Datum Feature. Please refer to JIS B0022.
Globalizing professional measurement services: Shanghai PRONICS also launches professional measurement services and holds measurement technology seminars
PRONICS is predicting that the professional precision measurement business will probably grow with the development of production in China and other areas of Asia. PRONICS has already held a number of precision measurement technology seminars for local businesses in such locations as Shanghai and Shenzhen. Ms. Mori explains: "PRONICS would like to meet the measurement needs of customers in China with the unique expertise we have developed over the 20 years since our establishment." Nikon would also like to build a comprehensive worldwide support network for its contactless measurement technologies in response to the growing global needs of customers.

Measurement seminar given by PRONICS in Shenzhen, China

PRONICS' measurement technologies are described in detail in the company's internal manuals, playing a vital role in training measurement technicians at home and abroad.
| Nikon Measuring Microscopes | MM-800/LT, LFT x 6 (with DP-E1) |
|---|---|
| MM-60/L3T, L3FA x 37 (with DP-303) | |
| Nikon CNC Video Measuring Systems | NEXIV VMR-6555 TYPE1 Color x 1 |
| NEXIV VMR-6555 TYPE2 Color x 1 | |
| NEIXV VMR-3020 TYPE1 Color x 1 | |
| NEXIV VMR-3020 TYPE2 Color x 1 | |
| Nikon Digimicro | MF-1001 x 2 |
| ME-501A x 1 | |
| Tokyo Seimitsu 3D Coordinate Measuring Machines | RVA1015 (CNC) x 1 |
| RVA1000 (CNC) x 1 | |
| SVA800A (CNC) x 1 | |
| RVA600 (CNC) x 1 | |
| VF600A (Manual) x 1 | |
| SVA1000 (CNC) — Line Laser Sensor x 1 | |
| Tokyo Seimitsu Surface Texture and Contour Measuring Instruments | SURFCOM 130A |
- Photos: Sawako Araki, PRONICS Inspection Measurement Division
Text: Shuichi Sakai, Industrial Instruments Section, Sales Strategy Department, Sales Division, Nikon Instruments Company